深圳市弘风科技有限公司
Language:
 ∷
∷

∷
∷

随着经济的发展、工业的进步,钣金件在我们日常生产、生活中的使用越来越广泛。汽车、机床、各种生活用具等都要使用到各种各样的钣金件。那么,在钣金产品设计中,需要注意的哪些事项呢,下面给大家讲解一下。
1、折弯的干涉问题
2、可靠性分析
(1)最小折边:不小于板厚的4倍,低于此极限可能导致加工难度大大增加,甚至是无法加工。
(2)折弯导致孔的变形:孔太靠近折弯线,可能会被模具拉变形。
由于折弯往往需根据实际情况来定,故与工艺工程师保持必要的沟通能大大提供设计效率。
3、普冲
在可能的情况下,尽量标准化、一致化,降低开模费用,缩短打样周期。
4、钳工
沉孔:应注意板厚不小于沉头螺钉头的高度,否则螺钉头会高出板材,导致固定不牢靠。
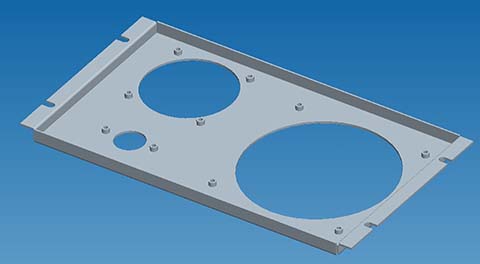
5、压铆
(1)板厚小于1mm时可能导致压铆件易脱落,此时可采用涨铆,或压铆后电焊,保证紧固强度。
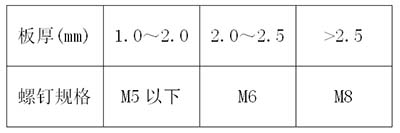
(2)压铆螺钉与板厚的关系
(3)压铆件过于靠边会产生两个后果:A、压铆后导致板材边缘变形(边缘会鼓起来),孔位会往边上偏移0.1-0.5mm。
B、压铆位置太靠近折边会导致压铆上模无法压下:压铆头外边缘到折边的距离:不小于3mm。
(4)U形折弯件内侧压铆应考虑到压铆下模能否贴上工件,其它内部空间比较狭小的工件如需内侧压铆,均应考虑到这个问题。
(5)压铆件规格尽可能统一,便于供应商订货,缩短打样周期,也能减少压铆件错误的概率。
6、焊接
(1)对于内部空间比较狭小的工件如需内侧焊接,应考虑到焊枪怎么伸进去。
(2)板厚≤1mm时,焊接后容易产生缩孔或烧穿,焊接产生的变形较大。
(3)铜、铝等材质的焊接难度较大,对焊接工人的技术水平要求较高。
7、喷涂
(1)喷涂主要分如下三种(每种又包括户内、户外):
平光:可细分为亚光、平光、高光,喷涂层厚度约60-90μm,返喷后约90-120μm。
砂纹:可细分为细砂纹、粗砂纹,喷涂层厚度约50-80μm,返喷后约80-110μm。
桔纹:可细分为小桔纹、大桔纹,喷涂层厚度约90-120μm,返喷后约120-150μm。
工件易积粉位置喷涂层厚度会超过上述厚度。
(2)平光:优点:外观较美观、丝印效果好;缺点:喷涂成本高、喷涂返工率高、很容易划伤,且外表面划伤无法修补,其中又以高光的喷涂难度最大。可能的情况下避免使用平光,尤其是大机箱避免使用平光,因大机箱搬运过程中容易磕碰。
(3)砂纹:优点:不易划伤,喷涂成本在三者中最低;缺点:表面油污不易清除、丝印效果不如平光、桔纹。
(4)桔纹:优点:不易划伤、丝印效果好、表面油污容易清除、喷涂成本略高于砂纹,但远低于平光。缺点:美观程度略低于平光。
(5)喷涂颜色尽可能统一,使用公司主流产品的颜色,便于供应商订粉。
(6)一款产品尽量只使用一种喷涂颜色,降低喷涂成本(喷多种颜色时加工工时大大增加),也降低供应商喷涂错误的概率。
(7)应避免使用银粉。银粉中含银的化合物,粉末价格是普通粉末的两倍,喷涂难度也大,容易产生不良品。
前一篇: 钣金加工常用的材料有哪些
后一篇: 钣金件设计11个要点




