
薄板件设计准则
1.薄板翻边准则
薄板(≤0.8mm)的零件,安装螺钉过孔位应有折边。
2.薄板零件禁攻丝准则
薄板(≤0.8mm)的零件禁止翻边攻丝
3.薄板件判定标准
确认是否有薄板件,判定标准:板厚和其长度相比小得多的钢板,特点是横向抗弯能力差包括三个加工工艺:
(1)下料包括剪切和冲裁;
(2)成形包括弯曲、折叠、卷边和深拉;
(3)连接包括焊接和粘接。
4.形状简单准则
用直线、圆形等简单形状,便于加工
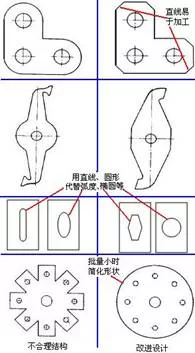
5.节省材料准则
明确了解所选用材料的原材料形状形状设计考虑加工时的自拼接,减少下脚料,尤其是批量大时。
解决方法:
(1)下料排列方法优化;
(2)下脚料再利用
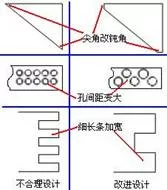
6.足够强度刚度准则
(1)尖角刚度不足,用钝角代替;
(2)两孔间距不宜太近,避免切割冲孔时的裂纹;
(3)细长板条剪裁会产生裂纹,应避免。
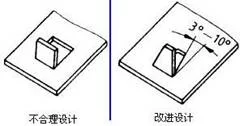
7.避免粘刀准则
需要冲裁切割部分作如下处理:
(1)留有一定坡度;
(2)切割面连通。
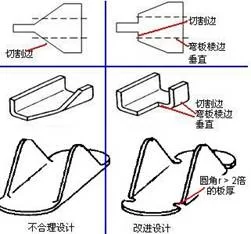
8.弯曲棱边垂直切割面准则
(1)切割后的薄板如果需要进行弯曲,弯曲棱需垂直于切割面;
(2)不能保证时,应在切割面和弯曲棱边交汇处设计一个r>2倍板厚的圆角。否则会有裂纹的危险。
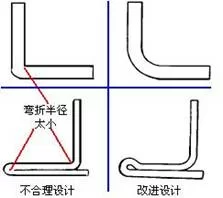
9.平缓弯曲准则
对板进行弯折时,弯曲半径不宜太小,外侧会出现裂纹,内侧会出现褶皱。
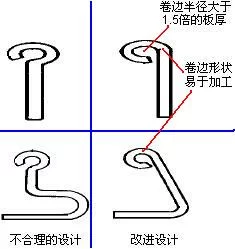
10.避免小圆形卷边准则
r>1.5倍的板厚;不要完全的卷形。加强刚度,避免棱边划伤。
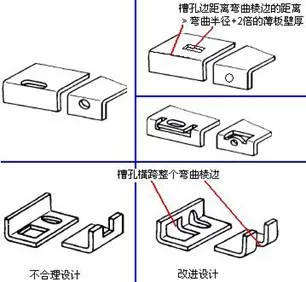
11.槽孔边不弯曲准则
弯曲棱边与槽孔的棱边的距离大于弯曲半径+2倍壁厚的距离;或者让槽孔横跨整个弯曲棱边。
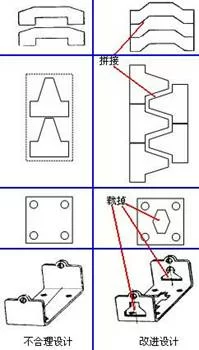
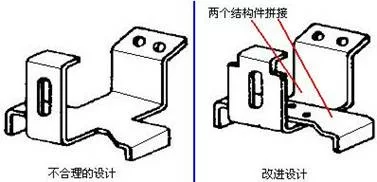
12.复杂结构组合制造准则
将超过二(三)道工序的结构件的结构进行分解,分解成只由圆形、直线等组成的简单结构,然后焊接在一起。
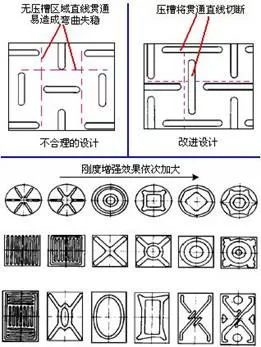
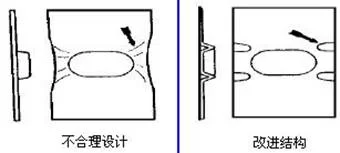
13.避免直线贯通准则
(1)薄板横向弯曲刚度较差,用加压槽的设计避免。
(2)并且无压槽区域禁止直线贯通,贯通的低刚度无压槽窄带区域易成为板面弯曲失稳的惯性轴。
(3)不规则排列是消除直线贯通的较好方法。
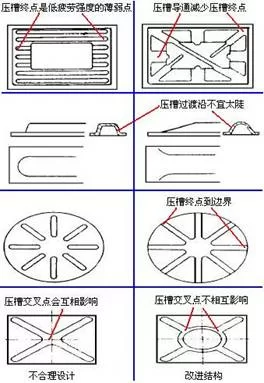
14.压槽连通排列准则
压槽终点是薄弱点,通过连通消除终点为佳
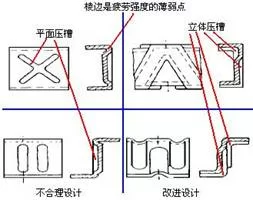
15.空间压槽准则
非单一平面的薄板结构,棱边附近是失稳的薄弱环节,设计压槽不能只在一个平面上设计,需要设计成空间的。
16.局部松弛准则
薄板局部变形受阻碍时,会出现皱折,在皱折附近设几个小的压槽,减少变形阻碍。
Tags: 机械结构设计
上一个: 机械结构设计-标准件设计准则
下一个: 机械结构设计-防腐蚀设计准则




